So let's go over a few things...
1) ABS does not like to adhere to bare glass. You certainly can get ABS to adhere to bare, heated boro glass buildplates, but it's very difficult and you will more than likely experience warping/curling or failed prints due to the print breaking free from the glass mid-print.
2) ABS Should almost NEVER be cooled with a layer fan. If you have a part that gets mushy/blobby because of too much heat, try printing 2 of them at a time. This will allow the first part to cool while the 2nd part is printing and vice versa. Another option is to require layer times to be at least X amount of seconds. You can even slice it in such a way that the hot end will print a layer, then move off the print for a set amount of time while that layer cools, and then prints the next layer. But cooling fans and ABS are not friends.
3) ABS, in spite of your experiences to the contrary, does not delaminate as easily as PLA. If you are experiencing delamination, then you are very likely not printing hot enough, have cooling fans pointed at your print, don't have a properly calibrated extruder, or have a drafty or cold room. When printed correctly, ABS interlayer adhesion is much stronger than PLA.
225-245C is the range for ABS. Every color with every supplier is a little different. IME, black needs to be printed the hottest, natural the coolest.
4) Bed Adhesion methods - In order of best to worst. Bed should always be heated. 85-90C is usually adequate, depending on the part and bed adhesion method you're using.
a) PET or Kapton tape on the glass with ABS Juice. Here's a video on how to apply PET tape to your glass
http://www.youtube.com/watch?v=UeOpgnswXks
ABS Juice is simply dissolved ABS in acetone. The more ABS you dissolve in the acetone, the more aggressive your bed adhesion you will get. Start with 2-3oz of acetone and 6-7 inches of ABS and go from there.
b) ABS juice directly on the glass.
c) Glue stick. UHU seems to be the preferred brand around here, but I've found a few others that work. To a cool print bed, apply a thin layer of glue to the glass in one direction, and then apply another layer in the opposite direction (think of a crosshatch pattern). Then bring bed up to temp which will allow the glue to dry before printing.
d) Hairspray. I like Aquanet - unscented - Extra Super Hold. I spray a thin coat, let it dry, then spray another thin coat, let it dry, and then print.
It's important to note that the footprint of your part has a HUGE part in bed adhesion. I use hairspray successfully for most of my ABS prints. The closer the prints are to the center of the bed (where it's hottest) the better, but the smaller footprint you have, the more curl you're likely to experience.
ABS Juice is very easily the best method of bed adhesion, but it is also easily the biggest pain for both clean-up and for print removal. Be aware that too much Juice (or too thick a concentration) could potentially lead to you breaking your glass trying to remove the part.
5) Infill plays a huge role in ABS prints. Too many solid layers on the bottom followed by light infill (<15%) will increase your chances of warp. Rapid changes in fill density will cause the print to cool differently and lead to warp. Use the least amount of solid layers possible to avoid warping. In general, the more infill you use, the more warping forces you introduce to your part.
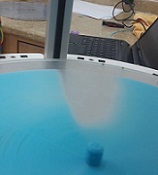
6) The higher you print - or said differently, the farther away you get from the heated bed - the more likely warp become. The heat from the bed will heat your print, but it will be much hotter closest to the bed, and gets cooler as you raise the height. When printing very tall ABS objects - like this vase
And to wrap this primer up,
7) Ambient temperature affects your prints more than you think, and the effect increases with the size of your print.
Print in your garage thats 40F? You're gonna have warping issues. I have used 3mm poly sheeting to drape around my printer when printing large ABS objects. This eliminates drafts, and allows the "chamber" to maintain a higher temp which helps prevent warping.