Page 1 of 1
Max V2 Calibration Help
Posted: Tue Dec 18, 2018 7:58 pm
by dnvm84
Hello, I purchased a Max V2 (early version, ATX Power supply) from a coworker who bought it from a another person who setup the unit.
My coworker brought the unit to work for me to inspect. Unfortunately I messed up the Z origin causing the head to crash into the table. Being that I never worked with a delta printer the only thing I could think of doing at the time was to reload new firmware causing me to loose the current setup. The person who set up this printer was not using the end stop screws (just an fyi).
Since then I have tried a couple different ways to calibrate my printer but I have not had any luck.
First I followed the user manual and tried adjusting the screws for the end stops. But the screws ran out of threads.
Second I tried using the "Tower X Endstop Offset (steps)".
I worked on just the X axis and I was able to get the hot end perfectly .20 mm above the table.
Then I moved onto the Y axis. I was almost done when I tried the macro "Tower Cal" which cycles through all of the axis. And when I did that I noticed that the X axis was all messed up again.
I tried taking it over to friends because he has worked on a couple delta printers. Unfortunately he has only worked with Marlin firmware. And calibrating Repetier firmware is quite different.
Printer specs:
Magnetic ball end rods (236.7mm long)
E3D V6 hot end.
Firmware .92.2
I have verified that all axis are square to the table and all the carriages are tight and rolling smoothly.
I have attached a picture of the rods and the ini file of my EEPROM file from Matter Control.
Thank you for all of your help.
Re: Max V2 Calibration Help
Posted: Thu Dec 20, 2018 1:55 pm
by joe
Hi, Here is a link to the original build manual with a good section on Repetier setup and calibration procedure. Go through the calibration setup a few times . Once you understand how a delta is leveled relative to the bed then all makes sense.
http://download.seemecnc.com/rostockmax ... dition.pdf
Re: Max V2 Calibration Help
Posted: Thu Dec 20, 2018 10:34 pm
by dnvm84
Hello, thank you Joe for your reply.
I actually have the Assembly Guide 4th edition and the Users Guide 1st edition which is what I was using to do the calibration procedure.
But here is my issue ( Sorry I should have included this on the first post): When I run the script my X,Y, and Z heights are way above the center.
I have attached a couple photos to try and show the amount.
The center is slightly higher than .203 mm and the X is around 9.40 mm above the table.
By accident I set my diagonal rod length to 336.7 mm versus 236.7 mm (actual) the nozzle spacing between the table and X and Y were slightly below the spacing at the center.
So hopefully this clears up my issue. It is not just that I am confused by the calibration process it is that the amount of space at my towers is huge and I am not sure what is causing this.
Thank you.
Re: Max V2 Calibration Help
Posted: Fri Dec 21, 2018 4:10 am
by DeltaCon
It is exactly that Diagonal Rod Length that is causing your issue.
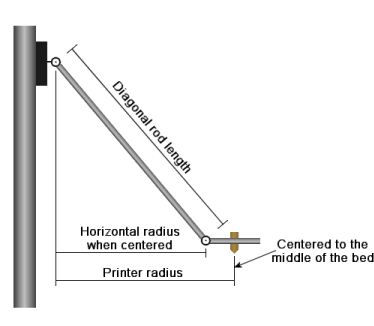
- deltacolumnnames2.png (19.75 KiB) Viewed 11350 times
You think you inserted the correct length into your firmware, but obviously you have not. In case of the magnetic balls, you will need the length form ball-center to ball-center. You can finetune that by upping and downing the value by hand and I think you need to do that because the arms look to be home brewed so they will most likely not be very accurate to manufacturing standards.
Lower the rod-length in firmware to lower the nozzle at the edges of the bed. But ensure to have a flat bed-surface and correct steps/mm values for the towers in your firmware first. It has been years since I switched my rambo for a duet so by now I am unfamiliar with ho to do that exactly.
Re: Max V2 Calibration Help
Posted: Fri Dec 21, 2018 5:32 pm
by dnvm84
Hello, thank you DeltaCon for the information.
So I took the rods to work and started doing some detail measuring.
The difference between the longest rod and the shortest rod was .068 inches.
So I modified all of the rods to match the shortest rod. All of the rods are within .001 inch except for one which is .007 in the positive.
I then recalculated the center to center length to be 271.051 mm versus the 236.7 mm.
I reset the Z height and checked each tower. They all were high but not by as much as before.
I calculated the height difference (from were the tip was located down to .20 mm above the bed), calculated the steps, and entered that into Tower Endstop Offset (X = 4.6 mm, Y = 3.7 mm, Z = 4.34).
I reset the Z height and checked each tower again.
All three axis are still high but they are all off by the exact same amount 4.2 mm.
Do I need to go in and adjust my diagonal rod length again?
I am concerned with just adjusting the diagonal rod length because when I accidently put in the length wrong before, yes it was almost equally spaced off of the table at all of the axis, but when the head moved toward an axis it did not go out as far as it does with a smaller rod length.
It seems I am getting closer but I still need a bit more direction.
Thank you and Happy Holidays.
Re: Max V2 Calibration Help
Posted: Fri Dec 21, 2018 9:42 pm
by joe
Clearly you are not following the directions. I am thinking you have not put the endstop screws back in?
Re: Max V2 Calibration Help
Posted: Sat Dec 22, 2018 2:14 am
by dnvm84
Hello, Joe actually they are in place but I did not try the endstop screws because as I stated in my first post they were not long enough to work. So instead of trying them again just to find out that they would not work I just went with the endstop offset.
As far as I can tell they do the same thing.
If I am wrong please tell me what the difference is.
Thank you.
Re: Max V2 Calibration Help
Posted: Sun Dec 23, 2018 8:54 am
by DeltaCon
It is wise to have your endstop-screws calibrated before doing anything else, but it is also hard to calibrate them really well if other calibrations are off by that much. You will have to follow multiple iterations of that calibration.
I adapted previous infographic a bit, maybe that clears up some things:
Like a Christmas bauble hanging on a thread, when moved horizontally it will describe a circular path with the fixed other end of the thread as a centerpoint. Delta kinematics is a bit more complicated than that, but following the same principle.
If you have your diagonal rod set to long, the head moves along the upper red plane because the real rod length is shorter than what the firmware thinks it is. The other way around gives you a plane following the lower red line.Obviously we want to go for the green line as much as possible, therefore the rod length in firmware must be as close to the real thing as possible. All this counts if we leave out any possible error in the bed itself (of which we know that not all beds are as flat as we hoped for!)
The diagonal rod length is the ONLY value that has significance to planarity of the head movement. So YES you will have to adapt your rod-length again. Also the rods need to be of exact the same length as possible, because there is no compensation possible for unequal rod-lengths (every effort to do so will lead to multiple of those red lines in different angles of the bed).
Endstop calibration mainly has influence on the carriages being in the same plane after homing, what in turn defines the position of the nozzle to the bed on X0 Y0 position. Sometimes you see the nozzle off-centering a bit after a homing. That is an indication of not well calibrated endstopscrews. You can have almost zeroed endstop values in your firmware if you calibrated the mechanical endstop screws well, and you should aim for that.
Anyone feel free to comment, I just thought all this up so a bit of guessing is probably involved

I am in no way an expert.