Magnetic vs. ball-joint rod ends [poll]

Re: Magnetic vs. ball-joint rod ends [poll]
@626Pilot I think Berry is cold extruding filament!
Sublime Layers - my blog on Musings and Experiments in 3D Printing Technology and Art
Start Here:
A Strategy for Successful (and Great) Prints
Strategies for Resolving Print Artifacts
The Eclectic Angler
Re: Magnetic vs. ball-joint rod ends [poll]
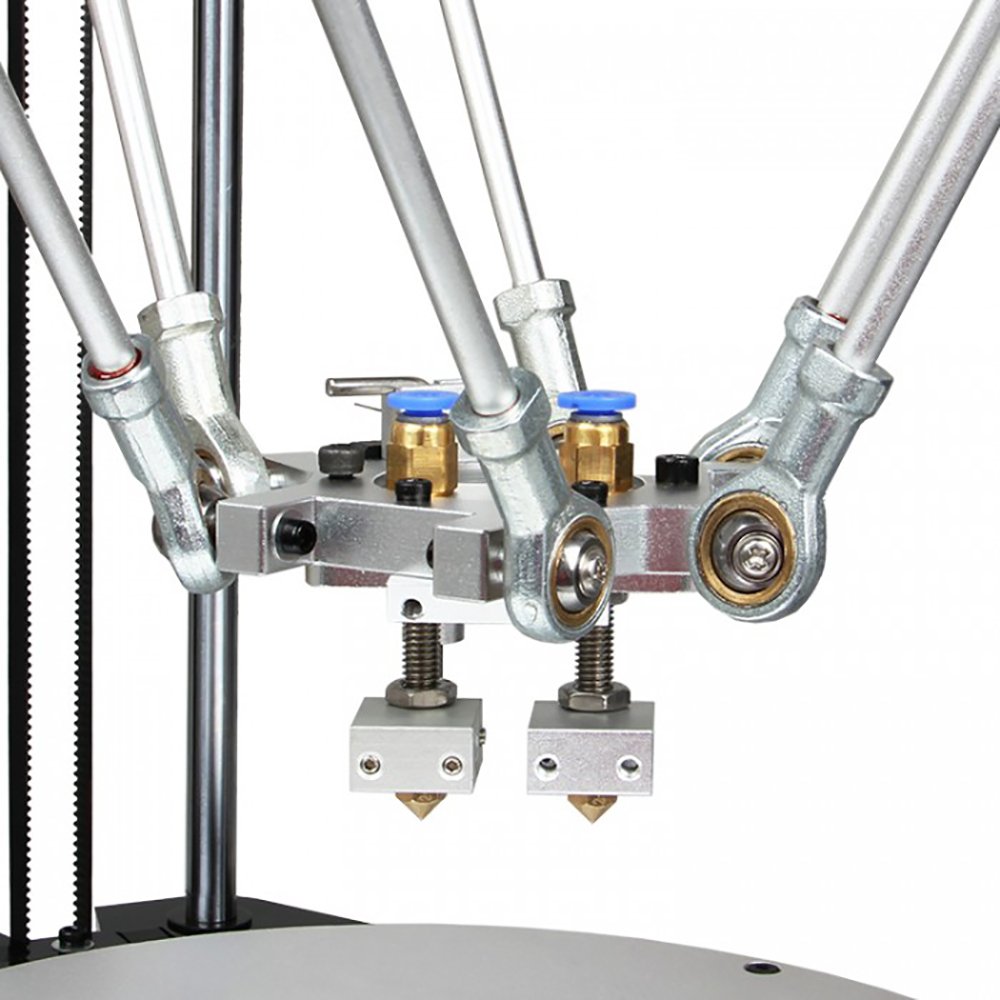
I just came across these from a post on the google delta group: http://ecx.images-amazon.com/images/I/6 ... L1000_.jpg" onclick="window.open(this.href);return false;
Not sure who makes them, they are on the Rostock Mini g2 from Geeetech
They *look* tight.
Not sure who makes them, they are on the Rostock Mini g2 from Geeetech
They *look* tight.
Sublime Layers - my blog on Musings and Experiments in 3D Printing Technology and Art
Start Here:
A Strategy for Successful (and Great) Prints
Strategies for Resolving Print Artifacts
The Eclectic Angler
-
Xenocrates
- ULTIMATE 3D JEDI
- Posts: 1561
- Joined: Wed Sep 23, 2015 2:55 pm
Re: Magnetic vs. ball-joint rod ends [poll]
I looked into it myself, and while i'm not certain as to what sort of angle of deflection you need, you can buy all metal rod ends for in the neighboorhood of 2.5$~ each, with a 22.7 (~47 degree usable swivel) from Traxxas and other RC hobby suppliers, rather than dealing with a possibly terrible Alibaba dealer, and if you need more, they make high misalignment bushings which takes it up to a 60-70 degree swivel through using a smaller rod for it to pivot on, which since we aren't putting the whole force of a relatively large RC car doing jumps on it, should be more than fine.
Machines:
Rostock Max V2, Duet .8.5, PT100 enabled E3D V6 and volcano, Raymond style enclosure
Automation Technology 60W laser cutter/engraver
1m X-carve router
Sic Transit Gloria Mundi
01-10011-11111100001
Rostock Max V2, Duet .8.5, PT100 enabled E3D V6 and volcano, Raymond style enclosure
Automation Technology 60W laser cutter/engraver
1m X-carve router
Sic Transit Gloria Mundi
01-10011-11111100001
Re: Magnetic vs. ball-joint rod ends [poll]
I've purchased quite a few brand name Traxxas rod ends. The problem is, they are all over the map with regards to slop. I purchase 24 to find 12 good ones. And calling Traxxas, they just say they are "in spec" - which is not publicly published.
Sublime Layers - my blog on Musings and Experiments in 3D Printing Technology and Art
Start Here:
A Strategy for Successful (and Great) Prints
Strategies for Resolving Print Artifacts
The Eclectic Angler
-
critical_limit
- Printmaster!
- Posts: 142
- Joined: Thu Jul 10, 2014 11:15 am
- Location: Berlin Germany
Re: Magnetic vs. ball-joint rod ends [poll]
Traxxas is crap - like all others. Too much slop and over 1000 hours of printing they have so much slop that you can waste them.mhackney wrote:I've purchased quite a few brand name Traxxas rod ends. The problem is, they are all over the map with regards to slop. I purchase 24 to find 12 good ones. And calling Traxxas, they just say they are "in spec" - which is not publicly published.
And don´t recommend rubberbands to overcome the slop. Of course they erase the slop when the effector is not moving, but in movement you can see the slop again in the print results.
But on the other hand I haven´t found any good rodends for a magnetic solution.

Re: Magnetic vs. ball-joint rod ends [poll]
Metal on metal would be my preference for using this kind of rod end.mhackney wrote:I just came across these from a post on the google delta group: http://ecx.images-amazon.com/images/I/6 ... L1000_.jpg" onclick="window.open(this.href);return false;
Not sure who makes them, they are on the Rostock Mini g2 from Geeetech
I was talking to Haydn about using acetal, and he is talking to a CNC guy about milling acetal rod caps that hold the magnet in place and provide a cup for the steel balls to swivel in. Right now he's using printed PLA, which he machines somehow so that the cups are completely smooth. He says they don't seem to wear down.
I'm forced to agree. Traxxas is better for RC vehicles, where it can be a little loose and not be noticed. At the moment, I don't see a reason to trust naked ABS as a bearing material. Maybe PartDaddy can chime in, but he doesn't post that much. I would assume he knows something of the material science.critical_limit wrote:Traxxas is crap - like all others. Too much slop and over 1000 hours of printing they have so much slop that you can waste them.
And don´t recommend rubberbands to overcome the slop. Of course they erase the slop when the effector is not moving, but in movement you can see the slop again in the print results.
Questions? Ask in a thread - PMs are off.
AI Calibration | Dimensional Accuracy Calibration | Hand-Tune your PID | OctoPi + Touchscreen setup | My E3D hot end mount, Z probe, fan ducts, LED ring mount, filament spool holder, etc.
AI Calibration | Dimensional Accuracy Calibration | Hand-Tune your PID | OctoPi + Touchscreen setup | My E3D hot end mount, Z probe, fan ducts, LED ring mount, filament spool holder, etc.
-
IMBoring25
- Printmaster!
- Posts: 616
- Joined: Wed Mar 18, 2015 1:11 am
Re: Magnetic vs. ball-joint rod ends [poll]
In the RepRap world, ABS is generally recommended against for wear applications, such as extruder drive gears and axis bushings. It wears away very quickly. If temperature limitations are not a major concern, PLA is better. I also understand acetal to be exceptional for wear resistance.
-
Xenocrates
- ULTIMATE 3D JEDI
- Posts: 1561
- Joined: Wed Sep 23, 2015 2:55 pm
Re: Magnetic vs. ball-joint rod ends [poll]
Delrin, and especially PTFE or kevlar impregnated delrin are considered to be truly excellent for wear resistance and as bearing materials. I would not trust printed acetal for wear resistance, due to the large difference molding and machining conditions can make in the properties, unless you annealed the part after printing. I did geek out a little and read DuPont's Delrin MSDS's and other datasheets, and they really are interesting, considering the range of properties available. I personally would prefer the positive retention of a ball jointed rod end to either a tensioned or magnetic system, since magnets at reasonable levels seem to have issues with coming loose (anecdotally. I recognize that as a percentage, those with issues will post far more about it than those without), and at unreasonable levels, Bot has issues with them grabbing tools and other parts. Since I do machining at times in the same shop we have the printer in, that's a bit of a no-go for me. I'd rather not have to replace cups because they became steel impregnated, or ate a fragment. The tensioned approach worries me for a heated chamber, especially as you progress hotter. Not to mention that bungee cords and other sprung lines seem to hate me. Paracord would likely be better than spectra line, but it is much larger and heavier. But it's not going to stretch substantially, and it won't potentially cut into someone. If I could find a good three part rod end with a Delrin liner, that would probably be best, but damn are three part rod ends pricey. 13$ a piece on the low end. But you get what you pay for. Most all the ball joints printers seem to use fall into the 'Economy' category, of two part, swagged ends, which, as the economy tag indicates, are meant for low price point, not high precision. So perhaps a substantial gain in accuracy could be seen there.
Machines:
Rostock Max V2, Duet .8.5, PT100 enabled E3D V6 and volcano, Raymond style enclosure
Automation Technology 60W laser cutter/engraver
1m X-carve router
Sic Transit Gloria Mundi
01-10011-11111100001
Rostock Max V2, Duet .8.5, PT100 enabled E3D V6 and volcano, Raymond style enclosure
Automation Technology 60W laser cutter/engraver
1m X-carve router
Sic Transit Gloria Mundi
01-10011-11111100001
-
Tincho85

- Printmaster!
- Posts: 659
- Joined: Sun Nov 03, 2013 12:27 pm
- Location: Buenos Aires, Argentina
Re: Magnetic vs. ball-joint rod ends [poll]
The guys from Atom are selling their effector platform with ball bearings for $79.
Maybe they will agree to sell the rods too, but I don't know how long they are.
http://www.atom3dp.com/en/shop/
Maybe they will agree to sell the rods too, but I don't know how long they are.
http://www.atom3dp.com/en/shop/
Martín S.
-
Tincho85
- Printmaster!
- Posts: 659
- Joined: Sun Nov 03, 2013 12:27 pm
- Location: Buenos Aires, Argentina
Re: Magnetic vs. ball-joint rod ends [poll]
I couldn't wait, so I send them an email asking if they would be willing to sell a complete set: effector, diagonal rods and carriages.
If they agree, I think it could be a great option for our deltas.
I let you guys know.
If they agree, I think it could be a great option for our deltas.
I let you guys know.
Martín S.
Re: Magnetic vs. ball-joint rod ends [poll]
That would be interesting. Their carriages might not fit our printers, but maybe they could be adapted, or some other solution could be found. The arms are the hardest part because they have to be assembled on a jig, and they have to be manufactured to very tight tolerances (ideally a few microns or less of variation between all arms).
Questions? Ask in a thread - PMs are off.
AI Calibration | Dimensional Accuracy Calibration | Hand-Tune your PID | OctoPi + Touchscreen setup | My E3D hot end mount, Z probe, fan ducts, LED ring mount, filament spool holder, etc.
AI Calibration | Dimensional Accuracy Calibration | Hand-Tune your PID | OctoPi + Touchscreen setup | My E3D hot end mount, Z probe, fan ducts, LED ring mount, filament spool holder, etc.
-
Tincho85
- Printmaster!
- Posts: 659
- Joined: Sun Nov 03, 2013 12:27 pm
- Location: Buenos Aires, Argentina
Re: Magnetic vs. ball-joint rod ends [poll]
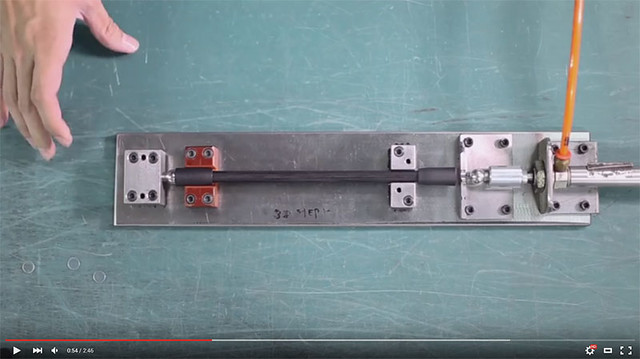
I like the process they use to make the rods, some sort of pneumatic system.
At least it's visually attractive for their advertising video But don't really know how accurate it is.
But don't really know how accurate it is.
[img]https://c2.staticflickr.com/6/5722/2342 ... e29a_z.jpg[/img]
Watch from minute 0:53
https://youtu.be/hT_TJLcnkeE?t=54
At least it's visually attractive for their advertising video
[img]https://c2.staticflickr.com/6/5722/2342 ... e29a_z.jpg[/img]
Watch from minute 0:53
https://youtu.be/hT_TJLcnkeE?t=54
Martín S.
-
Generic Default

- Printmaster!
- Posts: 558
- Joined: Mon Jun 03, 2013 6:56 pm
- Contact:
Re: Magnetic vs. ball-joint rod ends [poll]
I made some arms a while ago that are relevant to this thread. I put pictures on my Big Delta build thread but I'll repost some stuff here for convenience.
This setup uses aramid/kevlar threads to hold the arms to the balls on both ends. The aramid thread is pulled through a vented socket heat cap screw, then knotted for tension. I glued them in as well, but the knot probably works better anyway. They are tensioned by springs that are close to the linear carriages.
The arm cups are turned aluminum, with set screws locking the CF tubes in place rigidly. They have a .3125 hole that makes a ring contact with a brass ball. The brass balls are threaded, I bought them at a local hardware store but you can also buy them online at some places.
The arms are calibrated with a jig similar to the one in the post above. It's a 24" 1010 T slot extrusion from 80/20, similar to the ones we have on our printers. There are two blocks bolted to it near the ends; one block has a 3/8 ball shaped hole in it; the other block has a tiny detent in it. You put the cups on the arms, then put balls in the cups, then slide the balls into the detent and the ball hole on the jig blocks. Then you lock the set screws so the cups are at a fixed length on the arm. You do this for all 6 arms.
It is repeatable to within about two hundredth's of a milimeter at around 20 inches. Most of the error is from thermal expansion, which is about 0.01 mm per degree Celsius. Wear thick gloves when touching the T slot and do it in a room with stable temperature.
The repeatability between arms is nearly perfect. Unfortunately, you never actually know the distance between the ball centers! Of course you can calibrate it on the printer until it's flat, then assume all other arm sets will be the same. Or if you spend ~120 dollars you can get some giant 24" calipers.
So far the arms work nearly flawlessly for me; they never, ever come off during prints or movement. They have very low friction, and are very precise. If I could, I would get a large batch of ball studs swiss turned and same with the ball cups. The jig method for setting length is excellent, and jigs can be cheaply and easily made (and copied from each other for the same length). I'll get some pictures of the jig as soon as I have access to a camera again.
The arm cups are turned aluminum, with set screws locking the CF tubes in place rigidly. They have a .3125 hole that makes a ring contact with a brass ball. The brass balls are threaded, I bought them at a local hardware store but you can also buy them online at some places.
The arms are calibrated with a jig similar to the one in the post above. It's a 24" 1010 T slot extrusion from 80/20, similar to the ones we have on our printers. There are two blocks bolted to it near the ends; one block has a 3/8 ball shaped hole in it; the other block has a tiny detent in it. You put the cups on the arms, then put balls in the cups, then slide the balls into the detent and the ball hole on the jig blocks. Then you lock the set screws so the cups are at a fixed length on the arm. You do this for all 6 arms.
It is repeatable to within about two hundredth's of a milimeter at around 20 inches. Most of the error is from thermal expansion, which is about 0.01 mm per degree Celsius. Wear thick gloves when touching the T slot and do it in a room with stable temperature.
The repeatability between arms is nearly perfect. Unfortunately, you never actually know the distance between the ball centers! Of course you can calibrate it on the printer until it's flat, then assume all other arm sets will be the same. Or if you spend ~120 dollars you can get some giant 24" calipers.
So far the arms work nearly flawlessly for me; they never, ever come off during prints or movement. They have very low friction, and are very precise. If I could, I would get a large batch of ball studs swiss turned and same with the ball cups. The jig method for setting length is excellent, and jigs can be cheaply and easily made (and copied from each other for the same length). I'll get some pictures of the jig as soon as I have access to a camera again.
Check out the Tri hotend!
-
Eaglezsoar

- ULTIMATE 3D JEDI
- Posts: 7185
- Joined: Sun Apr 01, 2012 5:26 pm
Re: Magnetic vs. ball-joint rod ends [poll]
A very nice setup!
-
Tincho85
- Printmaster!
- Posts: 659
- Joined: Sun Nov 03, 2013 12:27 pm
- Location: Buenos Aires, Argentina
Re: Magnetic vs. ball-joint rod ends [poll]
@Generic Default I love your setup, what's the diameter of those balls?
Haven't you considered selling an upgrade kit?
By the way... they answered the email:

Haven't you considered selling an upgrade kit?
By the way... they answered the email:
No luckDear Mr. Sevillano,
Thanks for you like our parts!
But I am sorry to tell you that we didn't sell the rods and carriages.
If you have any question, please feel free to let me know.
Happy Printing & Happy New year!
Cheers,
Lys
Martín S.
-
Generic Default
- Printmaster!
- Posts: 558
- Joined: Mon Jun 03, 2013 6:56 pm
- Contact:
Re: Magnetic vs. ball-joint rod ends [poll]
I have considered making kits to sell, I still want to, but the main problem is manufacturing. I prototyped all of the parts in the pictures and it took a long time because I have tiny CNC machines. If I were to sell kits, I would have to do a production run with a screw machine shop. It costs many thousands of dollars to do short runs with swiss turned parts, much of that is setup costs. Plus, my arms are 0.500 inches in diameter and they aren't cheap.
The kit would be near perfect but quite expensive. If I had my own full sized CNC lathe I would do it without hesitating.
For anyone who's interested in how this stuff is made;
12) Aluminum or Delrin Ball Cups -> 20mm Swiss type CNC lathe with barfeeder
12) Brass or 17-4 SS Ball studs -> 12mm Swiss type CNC lathe with barfeeder
6) 1/2 inch CF tubes -> Cutoff saw with ventilation
1) Aluminum Effector platform -> CNC Waterjet or CNC gantry mill
As you can see, it would take several expensive machines to make a full kit. The retail price of the kit would probably be at least 90$ for printers our size, maybe it could get down to 50 or $60 if it was done in a VERY large batch. I don't have the kind of money to invest in something like that without knowing how long it would take to pay off. I wish I did...
For now I'm working on a machine that can make all of the parts, but that's in another thread. I'll update it thoroughly in a couple of weeks.
The kit would be near perfect but quite expensive. If I had my own full sized CNC lathe I would do it without hesitating.
For anyone who's interested in how this stuff is made;
12) Aluminum or Delrin Ball Cups -> 20mm Swiss type CNC lathe with barfeeder
12) Brass or 17-4 SS Ball studs -> 12mm Swiss type CNC lathe with barfeeder
6) 1/2 inch CF tubes -> Cutoff saw with ventilation
1) Aluminum Effector platform -> CNC Waterjet or CNC gantry mill
As you can see, it would take several expensive machines to make a full kit. The retail price of the kit would probably be at least 90$ for printers our size, maybe it could get down to 50 or $60 if it was done in a VERY large batch. I don't have the kind of money to invest in something like that without knowing how long it would take to pay off. I wish I did...
For now I'm working on a machine that can make all of the parts, but that's in another thread. I'll update it thoroughly in a couple of weeks.
Check out the Tri hotend!

{kind=link}
{kind=link}
Re: Magnetic vs. ball-joint rod ends [poll]
Marty!, your not thinking 4th dimensionally......
Get a small bench top injection molding machine and over mold the magnet and rod at the same time. Wouldn't take much of a mold to do it either, just need a simple fixture to get the length right when you over mold the opposite end.
Well there goes my million dollar idea
Get a small bench top injection molding machine and over mold the magnet and rod at the same time. Wouldn't take much of a mold to do it either, just need a simple fixture to get the length right when you over mold the opposite end.
Well there goes my million dollar idea
http://www.youtube.com/user/aonemarine" onclick="window.open(this.href);return false;
Lost pla castings? see me
Lost pla castings? see me
Re: Magnetic vs. ball-joint rod ends [poll]
I wonder if it wouldn't save some time/money to design a tool that would mount on a CNC router, basically just a "pusher," that would be used to seat the ends on the arms. It would always move the "pusher" to the same coordinates, applying the same pressure each run. Maybe the machine has some thermal expansion/contraction between runs, but if you do all the arms within a few minutes of each other, it probably wouldn't matter.
The person who figures out a good set of arms for the Rostock MAX printers, either magnetic or tensioned, is going to make bank.
The person who figures out a good set of arms for the Rostock MAX printers, either magnetic or tensioned, is going to make bank.
Questions? Ask in a thread - PMs are off.
AI Calibration | Dimensional Accuracy Calibration | Hand-Tune your PID | OctoPi + Touchscreen setup | My E3D hot end mount, Z probe, fan ducts, LED ring mount, filament spool holder, etc.
AI Calibration | Dimensional Accuracy Calibration | Hand-Tune your PID | OctoPi + Touchscreen setup | My E3D hot end mount, Z probe, fan ducts, LED ring mount, filament spool holder, etc.
-
Xenocrates
- ULTIMATE 3D JEDI
- Posts: 1561
- Joined: Wed Sep 23, 2015 2:55 pm
Re: Magnetic vs. ball-joint rod ends [poll]
Pilot, I believe that's more an application for hard automation. Say, a hydraulic system with hard stops. (or Pneumatic. I prefer Hydraulic for things where you want accuracy and force) Two pistons, attached to a plate. Set an entire set of rods into a pair of cradles, with the ends just started. Open valve, allow pistons to advance. Plate advances, pushing rod ends into place (the opposite ends of the arms would push against a static plate or collar or what have you). Run set-screws in, reverse directional valve.
Fairly simple assembly, could do anywhere from one arm (hard stops on the push plate would keep it from going cock-eyed or something) to a whole set (or more if you wanted) in a single motion. Very repeatable (ten-thousandths of an inch, if you have solid hard stops and cushioned pistons). Keeps the force up till you have your fastener in, and potentially flexible (make the static plate able to be move like a table saw fence, perhaps on a pair of linear bearings and a leadscrew) if designed right.
You could even invert the mechanism to make it more compact (although you'd need a higher pressure for the same amount of force), and have the retraction stroke do the compression, which would also increase speed (annular versus full volume).
Fairly simple assembly, could do anywhere from one arm (hard stops on the push plate would keep it from going cock-eyed or something) to a whole set (or more if you wanted) in a single motion. Very repeatable (ten-thousandths of an inch, if you have solid hard stops and cushioned pistons). Keeps the force up till you have your fastener in, and potentially flexible (make the static plate able to be move like a table saw fence, perhaps on a pair of linear bearings and a leadscrew) if designed right.
You could even invert the mechanism to make it more compact (although you'd need a higher pressure for the same amount of force), and have the retraction stroke do the compression, which would also increase speed (annular versus full volume).
Machines:
Rostock Max V2, Duet .8.5, PT100 enabled E3D V6 and volcano, Raymond style enclosure
Automation Technology 60W laser cutter/engraver
1m X-carve router
Sic Transit Gloria Mundi
01-10011-11111100001
Rostock Max V2, Duet .8.5, PT100 enabled E3D V6 and volcano, Raymond style enclosure
Automation Technology 60W laser cutter/engraver
1m X-carve router
Sic Transit Gloria Mundi
01-10011-11111100001
Re: Magnetic vs. ball-joint rod ends [poll]
I think you are all over thinking.....
http://www.youtube.com/user/aonemarine" onclick="window.open(this.href);return false;
Lost pla castings? see me
Lost pla castings? see me
Re: Magnetic vs. ball-joint rod ends [poll]
In what way?DavidF wrote:I think you are all over thinking.....
Questions? Ask in a thread - PMs are off.
AI Calibration | Dimensional Accuracy Calibration | Hand-Tune your PID | OctoPi + Touchscreen setup | My E3D hot end mount, Z probe, fan ducts, LED ring mount, filament spool holder, etc.
AI Calibration | Dimensional Accuracy Calibration | Hand-Tune your PID | OctoPi + Touchscreen setup | My E3D hot end mount, Z probe, fan ducts, LED ring mount, filament spool holder, etc.
Re: Magnetic vs. ball-joint rod ends [poll]
Automated hydraulic presses? CNC routers? WTF? I can definitely see the overthinking.
Berry werner has a video where he shows the jig he uses to make his arms. [youtube]http://www.youtube.com/watch?v=IMwrED8m5Gc[/youtube] skip to 10 mins 38 secs
Epoxy, jig, done? Why automation? Why CNC? Why hydraulic presses?
Berry werner has a video where he shows the jig he uses to make his arms. [youtube]http://www.youtube.com/watch?v=IMwrED8m5Gc[/youtube] skip to 10 mins 38 secs
Epoxy, jig, done? Why automation? Why CNC? Why hydraulic presses?
*not actually a robot
Re: Magnetic vs. ball-joint rod ends [poll]
this is a simple toggle clamp pen press. I used to make pens and this is what I used to push the liners in and press them together. Wouldnt take much to adapt over...
[img]http://i1102.photobucket.com/albums/g446/davidflowers1/Mobile%20Uploads/20160102_110023.jpg[/img]
[img]http://i1102.photobucket.com/albums/g446/davidflowers1/Mobile%20Uploads/20160102_110023.jpg[/img]
![[img]http://i1102.photobucket.com/albums/g446/davidflowers1/Mobile%20Uploads/20160102_110023.jpg[/img]](http://s1102.photobucket.com/user/davidflowers1/media/Mobile%20Uploads/20160102_110023.jpg.html){kind=link}
http://www.youtube.com/user/aonemarine" onclick="window.open(this.href);return false;
Lost pla castings? see me
Lost pla castings? see me
Re: Magnetic vs. ball-joint rod ends [poll]
To me, the goal of this exercise is to get two things: The highest possible positional accuracy, and an effector that's completely tram with the print surface. With linear delta machines, the arms are critical. They are what primarily determines whether the printer can ever know how to move the effector to where it needs to be, and my first point of suspicion in a delta printer that is printing out of scale. During manufacturing, they must be verified as having equal lengths down to a very fine tolerance.
Berry uses a fixture to seat all the ends to his rods. I would use a similar fixture to hold the rods on my machine. I designed that in my head before I ever saw the video (thanks Bot), and it looks pretty similar. The rods come from TriDPrinting a few millimeters off from each other, but my machine can mill them with tolerances on the order of 1 thou or less. Once cut to length, I can mount a 3D printed fixture to the tool head that can press the rod ends very precisely, and then measure them with a $10 dial gauge. That way, they would be precision-cut, precision-pressed, and then measured just to be really sure. It isn't that different from Berry's setup, and the rods would stay in the same fixture throughout the entire process.
On the other hand, if you have a pen press and no CNC machine, and if the press is as accurate as a CNC machine, it would make more sense to try to adapt that. I suppose it's down to what you have, and what you can do with it.
Berry uses a fixture to seat all the ends to his rods. I would use a similar fixture to hold the rods on my machine. I designed that in my head before I ever saw the video (thanks Bot), and it looks pretty similar. The rods come from TriDPrinting a few millimeters off from each other, but my machine can mill them with tolerances on the order of 1 thou or less. Once cut to length, I can mount a 3D printed fixture to the tool head that can press the rod ends very precisely, and then measure them with a $10 dial gauge. That way, they would be precision-cut, precision-pressed, and then measured just to be really sure. It isn't that different from Berry's setup, and the rods would stay in the same fixture throughout the entire process.
On the other hand, if you have a pen press and no CNC machine, and if the press is as accurate as a CNC machine, it would make more sense to try to adapt that. I suppose it's down to what you have, and what you can do with it.
Questions? Ask in a thread - PMs are off.
AI Calibration | Dimensional Accuracy Calibration | Hand-Tune your PID | OctoPi + Touchscreen setup | My E3D hot end mount, Z probe, fan ducts, LED ring mount, filament spool holder, etc.
AI Calibration | Dimensional Accuracy Calibration | Hand-Tune your PID | OctoPi + Touchscreen setup | My E3D hot end mount, Z probe, fan ducts, LED ring mount, filament spool holder, etc.
Re: Magnetic vs. ball-joint rod ends [poll]
sometimes its just about repetition.... once you set up a toggle clamp clap press, it may take a couple of times to hit dimension. But once you do it will be repeatable... Thats what I'm trying to say, simple, repeatable... I also feel overmolding would be simple and accurate, Maybe thats just me but so be it...
http://www.youtube.com/user/aonemarine" onclick="window.open(this.href);return false;
Lost pla castings? see me
Lost pla castings? see me