Since my Rostock was finished back last year!!!, in good old 2012, I think it's time to post a couple of images and comment on some details, findings and unsolved problems. Please, pardon the murky and sometimes blurred pictures...my camera has come to age (it's not me, shaking)
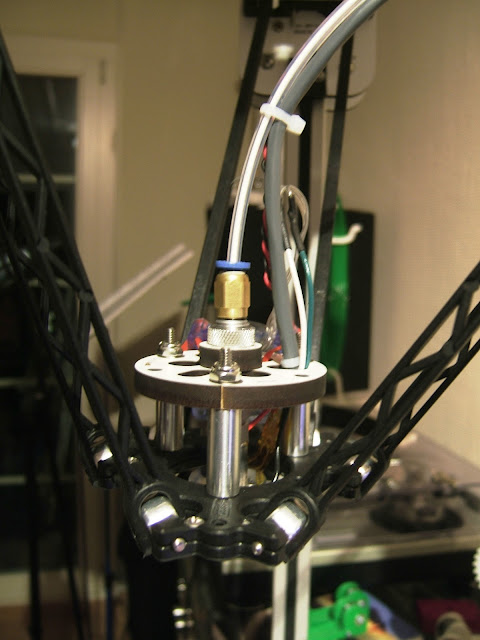
[img]https://lh4.googleusercontent.com/-Ttfq ... CF0479.JPG[/img]
[img]https://lh6.googleusercontent.com/-lULp ... CF0482.JPG[/img] [img]https://lh5.googleusercontent.com/-RFE9 ... CF0493.JPG[/img]
The build
...progress was flawless and fast. Thanks to geneB's manual as well as all the drafts, pictures and findings in the forum, everything worked smoothly. The only little struggle was to get used to the imperial standard screw table, as well as the English names of parts. It took us a while to figure out, that the #4-40 part of a #4-40 3/4" screw has no direct correlation to either diameter or length in inches. A typer in the manual, and the missing of the proper screws to attach the heated bed (we got another set of the screws needed to attach the idlers instead of the smaller ones for the heated bed), caused the confusion.
One finding (not a complaint at all) is, that the build was never possible to be accomplished in 8h as stated. We where four guys building, whereof three are skilled engineers. It took us 9h to get the structure done, install all the actors and sensors, and do the cabling. I built and installed the hot end the next morning, which took me another 4h. However, compared to my last 3D printer build, it was a very fast and more importantly straight forward build. Except for the missing screws, which we had to substitute with metric ones and normal nuts instead of t-nuts, we had nothing to alter or to dig up additional parts. The kit is well manufactured and it is distinguishable, that skilled people with a lot of experience designed it. I was deeply impressed by all the neat construction details, which made life a lot easier.
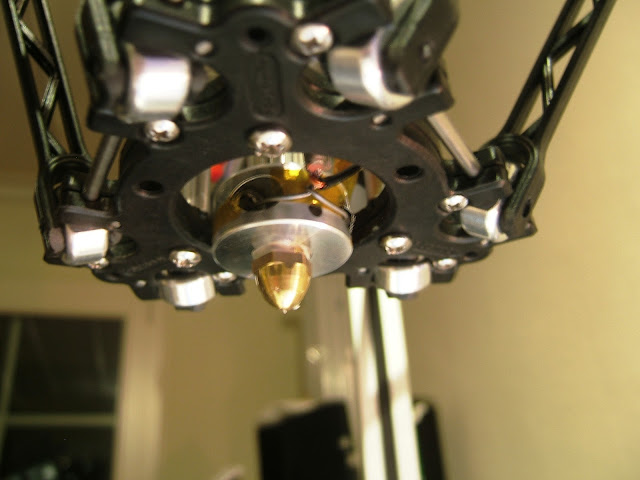
As you can see on the picture of the hot end, we weren't able to get hold of some RTV silicone so far. Capton tape does the job for the moment, and I gently ask you seemecnc guys to consider taking some Permatex RTV silicone on stock for us non US customers. So far, I wasn't able to find a proper substitute, and the local car mechanic never heard about this kind of stuff. Amazon vendors don't really want to ship stuff outside the US or if, then only for immense shipping cost. The only RTV silicone I found, is used as a resin for mold making and is only offered in bulk.
However, this a) causes the hot bed to heat a bit too much, as even five layers of capton don't properly insulate the thermistor and let it cool down too quickly, compared to the PC sheet and b) already blew the fuse once, when the wires scratched through the tape, and accidentally shorted over the heating block. The capton insulation was reinforced and is working, now. On the picture, it looks like the wires would be touching the heating block...that's not the case. They are safely lying on the capton tape with enough safety distance to the aluminium. I hope, I ordered the right mounting form of the FL 5A fuse, as Ultimachine don't say a word about spare parts for the Rambo. However, I went for ESKA SMD-Fuse 2410 220039 -F- 5 A (http://www.conrad.ch/ce/de/product/5298 ... Detail=005), as the measurements seem to fit.
The calibration
...went smoothly, and again, very fast thanks to an almost 100% pre-configured, functional firmware. However, I don't know why we had to invert all three axes after cabling the steppers like mentioned in the manual. May it be, that either the manual or the firmware was written after attaching the timing belt to the outside of the cheapskate carriages, like some builders did? Or was it me, cabling completely wrong anyhow? Fine tuning the E0 steps resulted in quite a different range, which was a bit baffling. I would have to check the exact number later, as I'm currently not in my workshop. But the result turned out to be in the correct range when extruding.
The printing
Now to the hard and unsolved part: We seem to have fit the ball joints a bit too tight, or that's at least, what I think causes the problem. This results in the print head stuttering just a little bit when moving in X direction. The reason why I haven't solved this yet is, that I don't want to damage or slacken any joint connection by unnecessarily dismounting the wrong joints. Any clue, which joints to check first, based on this information?
The other issues are caused by the material and hot end construction. Environmentally and sanitary concerned, I chose to print with PLA instead of ABS, back when I built my first printer. Hence, I only got PLA on stock. Now, different people prefer different materials, and also have different views on which material is easier to print with or causes more problems. As I never tried ABS, I cannot comment on this, but it seems, that there are about the same amount of arguments pro and contra both materials. PLA being the swelling and jamming, and ABS more the warping stuff.
The first finding was: If you want to print PLA, don't use the PS sheet as your bed surface. It sticks like hell and does not pop off during cooling of the print bed, due to similar temperature characteristics of both materials. However, it does not connect to PLA and still can be separated, not resulting in any damage of the PS sheet. This learnt, I went back to the proven to work glass surface. It has to be pretty clean (no greasy finger prints) and is temperature critical in terms of temperature difference between bed and extrusion temperature, resulting in the PLA sticking properly or not.
Next thing is the hot-end. First test prints lead to print properly for about two layers. Afterwards, the filament jammed and refused to extrude at all. If you watch closely, you can see the result in the picture of the hot end: The filament got squeezed up the hot-end outside the PTFE tube and oozed out between the heater block and the nozzle. It's about the worst that can happen to your hot-end, as you have to disassemble and partly clean it, while it is still heated. Otherwise, the thread of the nozzle will simply clog.
After soaking the nozzle in acetone for hours and scratching the PLA out (gently, not to scratch the nozzle), there was still a nasty last bit left:
[img]https://lh3.googleusercontent.com/-dD_c ... CF0502.JPG[/img]
I had to heat the nozzle several times, to pick this last bit out. Cotton buds helped to grab the plastic and finally pull it out.
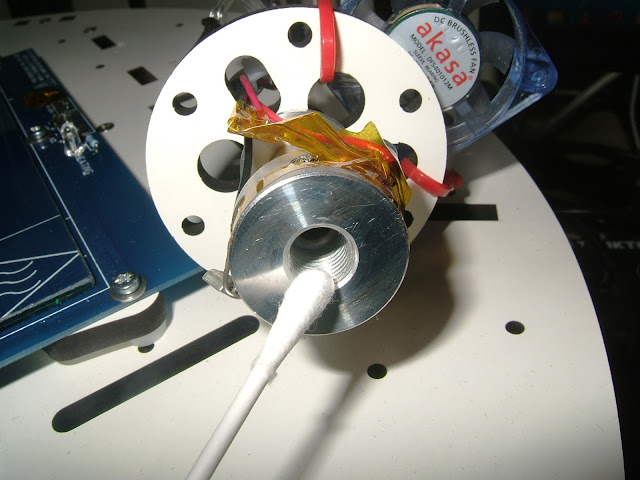
Cotton buds also proved to be a helpful tool to clean the inner part of the heating block as well as the threads:
[img]https://lh6.googleusercontent.com/-PvrP ... CF0510.JPG[/img]
I heated the block and used a dry cotton bud as well as soaking the cotton bud in acetone but only using it on the cold heating block, to prevent unwanted fire accidents.
After disassembling and cleaning, it became clear, why the material was able to squeeze out of the tubes:
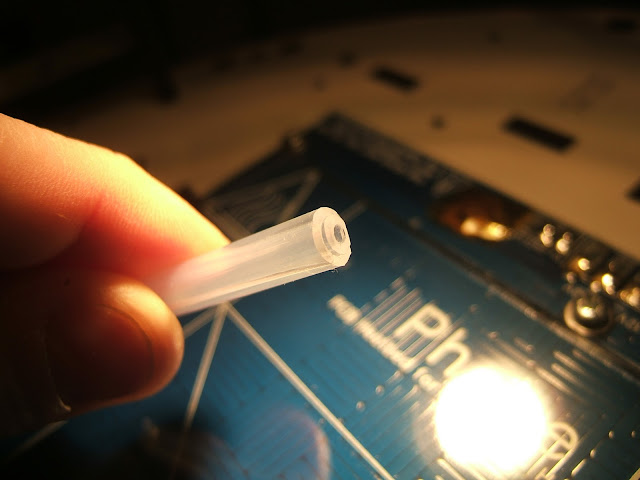
[img]https://lh4.googleusercontent.com/-BfNE ... CF0512.JPG[/img]
The inner tube was slightly dent at the tip. If this was caused by me, screwing the nozzle in a little bit too much, or if it was the sheer force of the filament, pressing against the nozzle, I don't know. I also noticed, that both, the inner and outer PTFE tubes are at the same length, where as the bottom of the nozzle is slightly gradient due to the drilling.
To solve this and to prevent the inner tube from being squeezed again, I took the following precautions: First, I pushed both tubes down into the nozzle, leading the inner tube to stick out of the outer tube for about 1/2 mm. Then, I cut off the part of the outer tube overlapping the inner tube at the other end of the assembly:
[img]https://lh4.googleusercontent.com/-YHiC ... CF0521.JPG[/img]
This should help to a) equally distribute the force of the nozzle against the tubes to both tubes, and b) prevent the melt being able to push the inner tube back.
Then, I slightly beveled both tubes, hoping that more surface of the tubes ends will touch the bottom of the nozzle and the inner rim of the inner tube will seal the tube and the nozzle:
[img]https://lh6.googleusercontent.com/-uvfx ... CF0519.JPG[/img]
When assembling the hot-end back together, I had to find out, that there is still a bit of PLA stuck in the thread of the heating block, not willing to be cleaned out. So, I was forced to assemble as the hot-end was heated again. To get a better feeling for the torque applied to the nozzle, I used tweezers, turning them with my wrist, preventing to cause a leverage effect.
The first try ended with the filament stopping to extrude after the first two layers again. That's when I decided to stop experimenting for yesterday. Before shutting down the system, I recognised that I configured a drop in temperature of 10°C between the first and the following layers from 200°C to 190°C. I made this change right before trying out the reassembled hot-end. Therefore, this has nothing to do with prior jamming but could have caused the filament to interrupt extruding due to temperature related shrinkage. We will see tonight. I'll keep you posted.
Thanks for any kind of reply, feedback, tips and tricks. And also congratulations to you seemecnc guys for this awesome kit. Several people advised me not to burn my fingers with a delta printer, as there are still a lot of teething problems with the stiffness of the construction. You proved, that it is possible to build a rigid printer.
Happy printing
Andy
PS@seemecnc: ...your customer service, community activity and will to improve the already good, is exemplary too!

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}